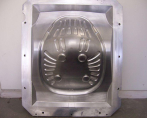
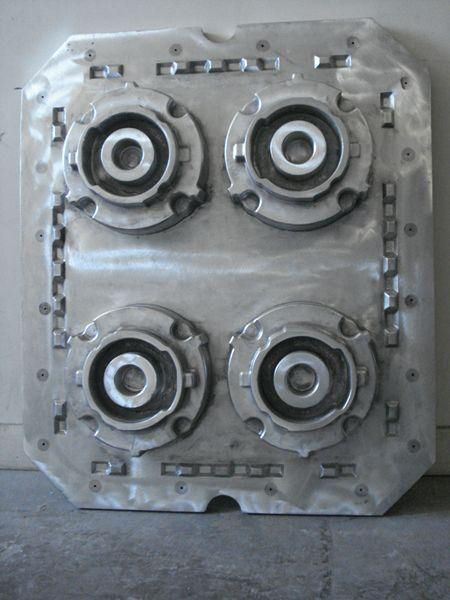
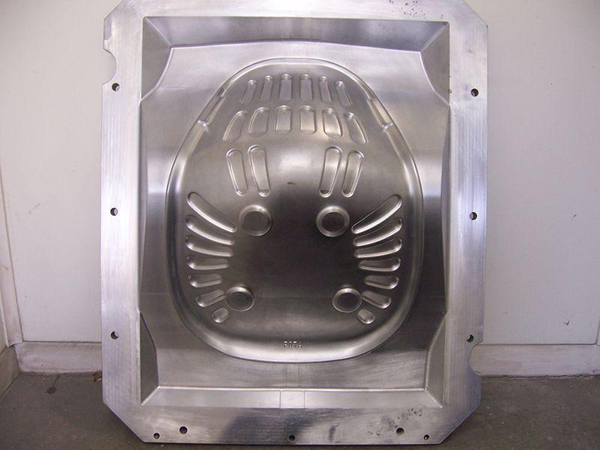
Specialized Castings can create your match plate, cope & drag or core box tooling from a master or from supplied 3D data; if 3D data is supplied, we can also have the tooling cut from aluminum or steel billet. Most foundry tooling can be configured with 1 pattern or with multiples depending on the pattern and the tooling size.
Cast tooling has common design tolerances of +/-0.010″ between cope and drag and +/- 0.20″ parallelism between the 2 halves. We can produce cast tooling with corner radii and fillets as required and standard draft angles of 1 to 2 degrees, with zero degree draft possible in some applications.
Depending on the size of the tooling, we have the ability to cast the tooling in either our plaster or sand processes, but the plaster process is the preferred method as it ensures the highest accuracy and a smoother finish. Our plaster process can produce tooling in flasks as large as 36″ x 24″, single pour capacity of 300 pds., and the sand process can produce tooling in flasks as large as 96″ x 144″ and a weight of up to 4,000 pds. and single pour capacity of 4800 pds.
Cast tooling is generally less expensive than machined tooling but machined tooling is more accurate. The part design requirements and customer preference usually determine the choice of the process. The most common alloy used for cast tooling is A356 but other alloys are available if required.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Foundry Tooling Capabilities
| Maximum Mold Weight | Plaster Process: 1,000 lbs Sand Process: 20,000 lbs |
| Design Tolerances | +/- 0.10 between cope and drag +/- 0.20 parallelism between the 2 halves |
| Pouring Capabilities | Plaster Process: 100 lbs Sand Process: 4,000 lbs |
| Equipment | (5) Furnaces (2) Drying ovens (4) Molding stations Mixer |
| Secondary Services | Masters or Patterns CNC Machining Certified Inspection |